가입하다 TMAX, 대리인이 되다!
가입하다 TMAX, 대리인이 되다!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
품목 번호:
TMAX-ZL-J750-40지불:
L/C, T/T, Western Union, Credit Cards, Paypal선적항:
Xiamen Port리드타임:
5 Days자격증 :
CE, IOS, ROHS, SGS, UL Certificate보증 :
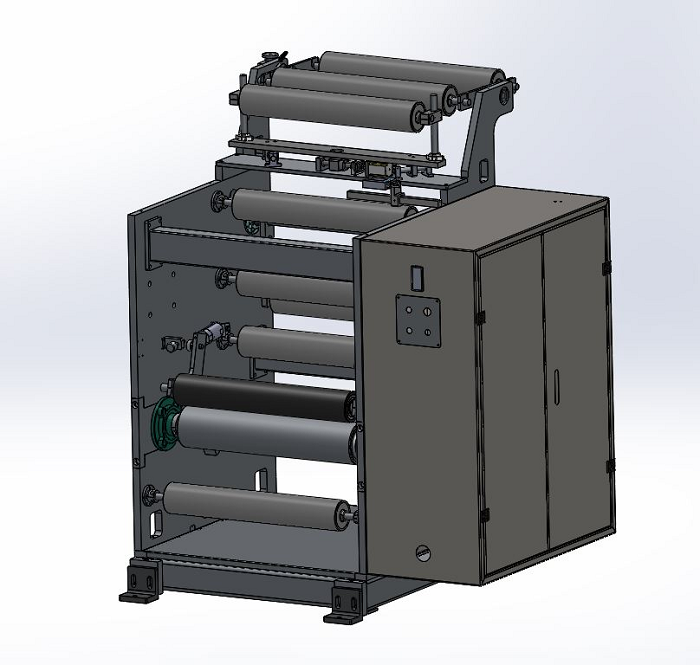
Two years limited warranty with lifetime technical support각형 배터리 전극 코팅용 양면 슬롯 다이 코팅기
나. 코터 구조 간략 소개
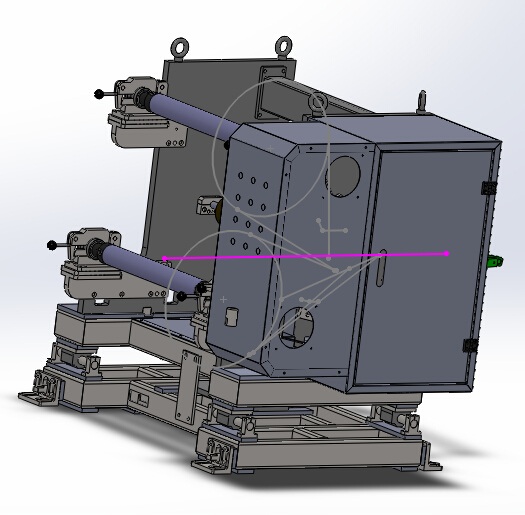
1. 풀기 메커니즘
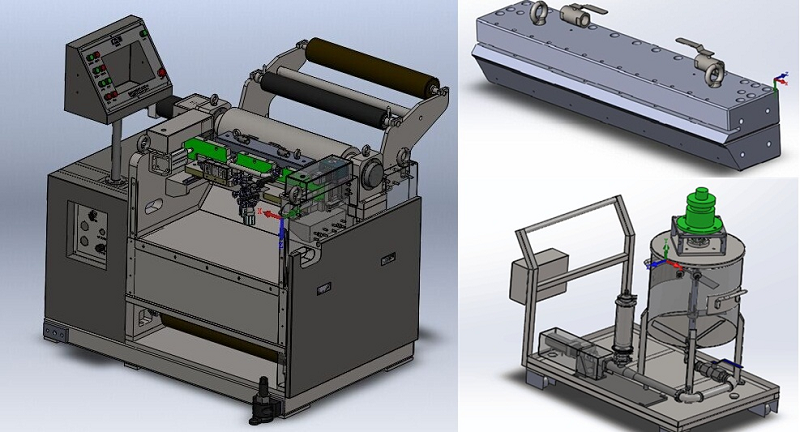
2. 코팅기구(2세트)
3. 오븐 메커니즘(복층 40m)
4. 견인 장치(2세트)
5. 권선기구
6. 제어시스템
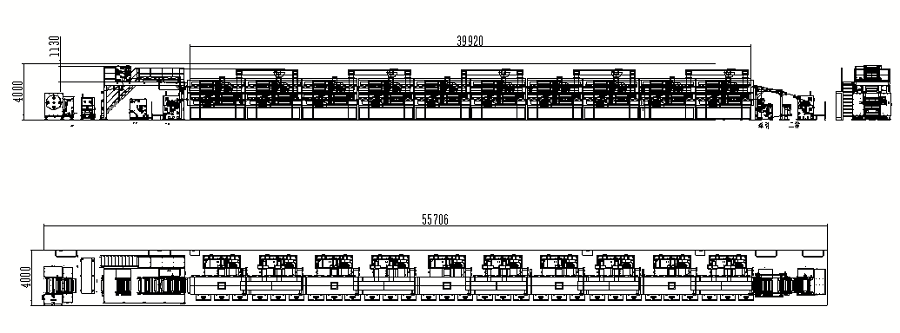
코팅 장비의 전체 크기 및 무게:
크기ï¼ 길이 55000mm * 너비 4000mm(유지보수 공간 제외) * 높이 4000mm
W8: 약 40T
기능 개요:
ZL-J 시리즈 코팅기는 리튬 배터리 전극 코팅 전문 장비입니다.
â² 유성 또는 수성 인산 철 리튬, 유성 산화 코발트 리튬, 삼원, 망간산 리튬, 망간 니켈 코발트 리튬, 유성 또는 수성 음극 탄소 흑연, 티탄산 리튬 및 기타 슬러리 시스템의 코팅 공정에 적용 가능합니다.
... 전자동 PID 폐쇄 루프 장력 제어 시스템을 사용하면 장력 제어 정확도가 ± 1n 수준에 도달할 수 있습니다.
… 지멘스 PLC 제어 시스템, 고정밀 서보 모터 등 수입 표준 부품을 사용하여 표면 밀도 및 크기 측면에서 코팅 제품의 초고 일관성과 안정성을 보장합니다. 전체 기계의 표준 부품 중 수입 표준 부품의 비율은 85%에 달합니다.
... 고속도장, 고정밀도, 고농도의 특성을 가지고 있어 파워배터리에 선호되는 코팅장비입니다.
II. 기술적 매개변수 및 장비의 주요 구성
ï¼Aï¼장비 주요 구성ï¼
|
안안. |
아아임 |
원산지 |
|
1 |
Air 스위치 |
슈나이더(프랑스) |
|
2 |
PLC |
지멘스(독일) |
|
3 |
T터치스크린 |
지멘스(독일) |
|
4 |
M모듈러 |
지멘스(독일) |
|
5 |
중간릴레이 |
슈나이더(프랑스) |
|
6 |
서보모터 |
지멘스(독일) |
|
7 |
다이렉트 드라이브 서보 모터(DDR) |
렉스로스(독일) |
|
8 |
공급압력 감지 |
Bd.sensors/valcom (독일/일본) |
|
9 |
정밀 정량펌프 |
헤이신(일본) |
|
10 |
저마찰 실린더 |
텡창(일본) |
|
11 |
유성감속기 |
뉴캐슬(독일) |
|
12 |
차단기 |
슈나이더(프랑스) |
|
13 |
교류접촉기 |
슈나이더(프랑스) |
|
14 |
무접점 릴레이 |
신다(대만) |
|
15 |
열 보호 |
슈나이더(프랑스) |
|
16 |
T온도조절기 |
오므론(일본) |
|
17 |
자동 편차 보정 |
아이보(국내) |
|
18 |
전자동 장력 |
PID 폐루프 제어(자체제작) |
|
19 |
주토출(수용)모터 |
지멘스(독일) |
|
20 |
광섬유전기눈 |
KEYENCE(일본) |
|
21 |
깊은 홈 볼 베어링(머신 헤드) |
NSK(일본) |
|
22 |
코팅롤러 |
경질크롬도금(자체제작) |
|
23 |
가이드롤러 |
¦ 118 알루미늄 합금 표면 알루마이트 처리, 마감 rc0.4 (국산) |
|
24 |
주파수변환기 |
렉스로스(독일) |
|
25 |
나이프 조정 그레이팅 자 |
킨스(일본) |
|
26 |
팬(스테인리스) |
홍젠(국내) |
|
27 |
압출헤드 |
미쓰비시 |
|
28 |
디지털 압력계 |
보데(스웨덴) |
|
29 |
공압부품 |
SMC(일본) |
|
ï¼Bï¼취약한 부분ï¼ |
|||||
|
아니오 |
아아임 |
브랜드 |
Q양 |
재고시간 |
R의견 |
|
1 |
스틸롤러 |
자제 |
1개/2세트 |
30일 |
수입 크롬도금재료 |
|
2 |
스틸 롤러 베어링 |
NSK/NTN |
2/1세트 |
15일 |
조달주기에 따름 |
|
3 |
가열관 |
국내 |
3개입/세트 |
1일 |
|
4 |
열전대 |
국내 |
1개/세트 |
1일 |
가장 긴 건조 경로에 적응 |
|
5 |
내부 육각 스패너 |
국내 |
1세트/세트 |
1일 |
|
|
6 |
조절 렌치 |
국내 |
1개/세트 |
1일 |
|
|
7 |
밸브 본체 밀봉 링 |
국내 |
1 세트 / 단위 |
1일 |
|
|
8 |
토크 렌치 |
일본 |
1세트 / 개 |
15일 |
|
|
9 |
다이헤드 리프팅 트럭 |
국내 |
1세트 / 개 |
15일 |
|
|
10 |
대리석 플랫폼 |
국내 |
1세트 / 개 |
10일 |
|
|
11 |
공급관 |
국내 |
12m/세트 |
1일 |
|
|
12 |
폴 샘플러 |
국내 |
1/세트 |
2일 |
|
|
13 |
그그 |
티맥스 |
3세트 / 개 |
15일 |
|
ï¼Cï¼자동 공급 시스템ï¼자동 공급 시스템 세트(60L)가 기본으로 제공됩니다.
ï¼Dï¼외관 색상ï¼ 스테인리스 부분을 제외하고 상자의 색상은 수요자가 제공하는 표준 색상표에 따릅니다.
ï¼Eï¼장치 기능:
|
번호 |
P프로젝트 |
T기술적 매개변수 |
참고사항 |
|
1 |
적합한 시스템 |
유성 또는 수용성 인산철리튬, 산화코발트리튬, 망간산리튬, 삼원계, 니켈코발트망간산리튬, 티탄산리튬, 탄소흑연 등 |
|
|
2 |
작동 기판 매개변수 |
알루미늄박(Cu): 두께 9~25um; 폭 300~720mm; 롤 직경 최대 500mm, 무게 최대 500kg, |
|
|
동박(Cu) : 두께 4.5~30um; 폭 300 ~ 720mm; 롤 직경 최대 500mm; 무게 최대500kgï¼ |
단면등 또는 양면등 |
||
|
3 |
롤 표면의 설계폭 |
750 mm |
|
|
4 |
코팅 폭 보장 |
200~680mm |
|
|
5 |
장비 기계적 작동 속도 |
40m/분 |
|
|
6 |
장비 코팅 속도 |
1-32/분¼ |
건조상태에 따라 다름 |
|
7 |
슬러리 점도에 적합 |
2000~16000Cpsï¼P양극극ï¼ 1000~16000 Cpsï¼N부극ï¼ |
|
|
8 |
단면코팅 건조두께 범위 |
40~200g/m2 |
|
|
9 |
최소 단속 길이 |
코팅 속도 < 5mm 15m/min 이내, 25m/min 이상의 코팅 속도 ï¼ 8mm; |
|
|
10 |
여러 단면의 최소 코팅 길이 |
50mm |
코팅속도...12m/min |
|
11 |
용매성 |
유성 용매 NMP(s.g=1.033,b.p=204â) |
|
|
수용매 H2O/NMP(s.g=1.000,b.p=100…) |
|
||
|
12 |
적합한 고형분 |
P양극 Sï¼C. 60%±20% |
|
|
N음극 Sï¼C. 50%±15%(PVDF 시스템) Sï¼C. 50%±10%(SBR 시스템) |
|
||
|
13 |
P배율 |
P양극 1.5…2.59/cm2 N음극 1ï½1.89/cm2 |
|
|
14 |
코팅방법 |
앞뒤 2층 3단 부등간격 코팅 / 2차면 자동추적 / 연속코팅 / 필드격자코팅 |
|
|
15 |
롤 변경 모드 |
설명서 |
|
|
16 |
기판 주행방향 |
정방향 코팅, 기판 정방향 및 역방향 빈 포일 작업 |
|
ï¼Fï¼각 부분의 구조 소개ï¼
1ã 풀기 메커니즘(더블 암 이중 지원 수동 되감기)ï¼
|
번호 |
프로젝트 |
T기술적 매개변수 |
년
노트 |
|
년 1 |
롤러 설치구조 년 년 |
년
CNC가공 일체형 수직판 설치(두께 30mm) 년 |
년 년 |
|
2 년 |
년
롤러 표면 처리 |
금속 알루미늄 롤러의 표면 산화 처리, 표면 경도 HRC65; 오버롤 원형 런아웃 ⤠20μmï¼ 표면 거칠기 Ra0.2; 평행도 ⤠0.1mm; |
|
|
3 |
장력 제어 시스템 |
이중 폐쇄 루프 속도 제어 모드: 1. 스윙 롤 PID 동기 제어 2. 서보 모터는 폐쇄 루프의 장력을 조정합니다. 장력 표시 표에는 장력 값 3이 표시됩니다. 조정 가능한 장력 범위는 0~300n이고 장력 변동폭은 ≥ 1.5%입니다. |
|
|
4 |
수정방법 |
자동 EPC 제어, 스트로크 120mm |
|
|
5 |
코일링 방법 |
위아래로 풀기 |
|
|
롤은 3인치 팽창식 샤프트로 고정됩니다 |
|
||
|
풀림 이중 공기팽창축, 양면지지 |
|
||
|
수동 벨트 수용 플랫폼, 이중 압력 바 모드 |
|
||
|
6 |
기판 주행방향 |
정방향 및 역방향 |
|
|
7 |
기판 주행 속도 |
50m/분 |
|
|
8 |
최대 풀림 직경 |
Ф500mm |
|
|
9 |
팽창식 샤프트의 최대 지지력 |
600Kg |
|
|
10 |
풀리는 풍선 샤프트의 수 |
기사 2개 |
|
|
11 |
제어 시스템 |
테이프 연결, 일시 정지, 비상 정지, 정역회전, 좌우 정렬 등의 작업을 완료하기 위한 기능 작동 버튼을 설정합니다. |
|
|
12 |
풀림 속도 |
풀림 속도는 설정된 코팅 속도와 실시간 장력 변화 데이터에 따라 PLC에 의해 제어됩니다. 풀림 동력은 AC 모터 + 터빈 감속기에 의해 제공됩니다. |
|
2ã 헤드 구조(1코트, 2코트)ï¼
|
번호 |
P프로젝트 |
T기술적 매개변수 |
참고 |
|
1 |
설치 구조 모드 |
70mm 일체형 수직 플레이트 구조의 CNC 가공 두께, 전체 중량 2.6톤, 접지 베어링 철판 증가, 접지 베어링 면적 감소. |
|
|
2 |
주구동모터 |
S에보모터 |
|
|
3 |
고무롤러 구조 |
장력의 비분리로 인한 장력불안정을 방지하고 코팅면밀도의 안정성을 확보한다. |
|
|
4 |
다이 헤드와 코팅 롤러 사이의 거리 조정 |
서보 모터는 폐쇄 루프 추적 제어를 위해 고정밀 절대 변위 센서와 협력합니다. 거리는 화면을 통해 1~5000um로 설정되며, 조정 분해능은 0.1um, 반복 위치 정확도는…0.3um입니다. |
|
|
5 |
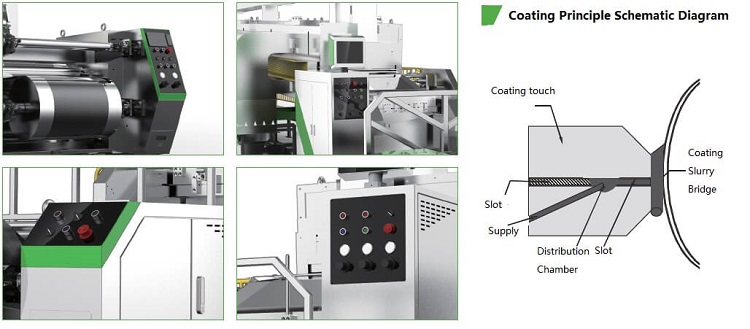
다이헤드 선택 |
미쓰비시 특수 압출 헤드의 다이 립은 내마모성과 내식성이 뛰어난 초경합금강으로 만들어졌으며 표면은 텅스텐 카바이드 또는 크롬 질화물로 처리되었습니다. 직진도와 평탄도는 ∼1.5μM |
|
|
6 |
다이 캐비티 구조 |
다중 압력 캐비티 슬릿 (스프레이) 코팅 헤드가 채택되어 강력한 공정 적응성을 가지며 횡압의 균형을 유지하여 횡 코팅 두께를 일정하게 만듭니다. 코팅 헤드의 상부 다이는 편향 조정 메커니즘으로 설계되어 상부 및 하부 다이 립의 평행도를 조정할 수 있습니다. |
|
|
7 |
압력 모니터링 시스템 |
공급 압력 모니터링, 환류 압력 모니터링, 다이 캐비티 압력 모니터링; 실시간으로 공급 과정을 모니터링하고 막힐 때 0.001mpa 이하의 정확도로 경보를 울립니다. |
|
|
8 |
공급시스템 |
일본산 Bingshen 정밀 스크류 펌프(2nbl15f(sus+epdm) 펌프) + 정밀 서보 모터, 효과적인 60L 회전율 버킷(재료 용기), 액체 레벨 감지 및 액체 레벨 혼합 기능을 갖추고 있어 침전 및 넘침을 방지합니다. 슬러리. |
|
|
9 |
코팅 단속 기능 |
서보 간헐 제어 밸브 시스템을 채택하여 코팅 크기의 안정성을 보장합니다. |
|
|
10 |
머리,꼬리 솎아내기 기능 |
서보 간헐 제어 밸브 시스템은 헤드 및 테일 씬닝 시간과 간헐 밸브 스위치의 스트로크를 조정하여 헤드 및 테일 두께를 실시간으로 조정할 수 있습니다. |
|
|
11 |
다이헤드 수평조절 기능 |
다이 헤드가 수평 위치에서 ± 10mm 약간 조정될 수 있도록 정밀한 선형 가이드 레일 가이드와 수동 수평 조정 모드를 채택합니다. 앞면과 뒷면의 수직정렬 정확도를 확인하세요 |
|
|
12 |
다이헤드 상부와 다이헤드 하부의 매칭 및 조립 |
디지털 토크 렌치는 다이 헤드의 조립 일관성과 정확성을 보장하는 데 사용됩니다. |
|
|
13 |
롤러 표면 처리 |
금속 알루미늄 롤러의 표면 산화 처리, 표면 경도 HRC65; 오버롤 원형 런아웃 ⤠20μmï¼ 표면 거칠기 Ra0.2; 평행도 ⤠0.1mm; |
|
|
14 |
코팅롤(스틸롤) |
표면은 직경 θ 295mm의 수입 경질 크롬 도금으로 되어 있습니다. |
|
|
15 |
티엔션 |
전자동 PID 폐쇄 루프 제어 일정한 장력, 장력 범위 1 범위 0~50n, 장력 제어 정확도 ± 1n |
|
|
16 |
자립형 머리 위치 |
건조 전 설치 및 작동 |
|
|
17 |
레이저 정렬 기능 |
레이저 정렬 기능은 정렬 정도를 수동으로 판단하는 기능입니다. |
|
3ã 건조 채널(서스펜션 오븐)
|
번호 |
P프로젝트 |
기술적 매개변수 |
비고 |
|
1 |
오븐구조 |
처음 4개 부분은 주 전송선 구조이고, 마지막 6개 부분은 서스펜션 오븐 구조입니다. |
|
|
2 |
오븐 길이 |
40미터(4미터/구간, 총 10구간) |
|
|
3 |
T소재의 질감 |
스테인리스, 내부 탱크 국가 표준 SUS304, 외부 탱크 국가 표준 SUS201 |
|
|
4 |
오븐 가이드 롤러의 구동 모드 |
처음 4개 부분은 주 전달 구조이고, 마지막 6개 부분은 서스펜션 오븐입니다. |
|
|
5 |
온도 조절 |
이는 정상적인 작동 온도 제어와 과열 모니터링 경보의 보호 제어로 구분됩니다. 온도가 과열되면 시청각 경보가 나타나고 주 난방 전원 공급이 차단됩니다. 각 섹션은 완전히 독립적으로 제어됩니다. |
|
|
6 |
H먹는 방법 |
전기난방, 열풍순환구조 |
|
|
7 |
싱글섹션오븐의 화력 |
단일구간 24kw/4m(최대 시동전력) |
|
|
8 |
건조채널 온도 |
설계 Max150…, 싱글섹션 오븐 면적 온도차…5… |
|
|
9 |
작동 중 상자 표면 온도 |
…45…ï¼ 면 충전재 두께는 100mm입니다. |
|
|
10 |
블로잉 모드 |
상하 송풍, 상하 풍량은 밸브를 통해 각각 제어할 수 있으며 미세 조정이 가능합니다. 상부 및 하부 공기실은 가열체를 공유합니다. |
|
|
11 |
섹션별 배기량 조절 |
기계식 밸브를 통한 독립제어 및 미세조정 |
|
|
12 |
에어노즐 구조 |
처음 4개 구간의 분사방향은 수평에서 30도이며, 에어노즐 홈은 특수금형으로 홈이 파여있습니다. 마지막 5개 섹션은 조정 가능한 공기 노즐 후크입니다. |
|
|
13 |
팬 제어 |
AC 접촉기 제어 |
|
|
14 |
가열제어 |
무접점 릴레이 |
|
|
15 |
팬 소재 |
국가표준 SUS304 스테인리스강 |
|
|
16 |
용제회수시스템 |
아니요, 인터페이스 설치만 도와드립니다 |
|
|
17 |
NMP 용매 농도 경보 |
설치 인터페이스를 제공합니다. (별도 인용) |
|
|
18 |
공기실 압력 모니터링 |
없음(이 기능은 별도로 인용해야 함) |
|
|
19 |
배기량 |
최대 35000m3/h |
|
4ã 견인 메커니즘: (2 세트)
|
번호 |
P프로젝트 |
기술적 매개변수 |
참고사항 |
|
1 |
진행수정 |
건조 채널 출구에 설치, 자동 EPC 제어, 스윙 ± 15도, 광전 센서 |
|
|
2 |
티엔션 |
이중 폐쇄 루프 속도 제어 모드: 1. 스윙 롤 PID 동기 제어 2. 서보 모터는 폐쇄 루프의 장력을 조정합니다. 장력 표시 표에는 장력 값 3이 표시됩니다. 조정 가능한 장력 범위는 0~300n이고 장력 변동폭은 ≥ 1.5%입니다. |
|
|
핀치롤과 트랙션롤에 의한 텐션 파티션 구현 |
|
||
|
3 |
설치 구조 모드 |
CNC 머시닝센터 일체형 수직판 설치 (두께 30mm) |
|
|
4 |
트랙션롤러 |
160mm 스틸 롤러 |
|
|
5 |
핀치롤 |
à 120mm 고무 롤러, 표면 빵 EPDM |
|
|
6 |
구동모터 |
견인 롤러는 Siemens 서보 모터 + 정밀 감속기로 구동됩니다. |
|
5ã 되감기 메커니즘(디스크형 이중 축 자동 되감기)ï¼

|
번호 |
P프로젝트 |
기술적 매개변수 |
참고 |
|
1. |
설치 구조 모드 |
CNC 머시닝센터 일체형 수직판 설치(두께 30mm) |
|
|
2. |
긴장 |
이중 폐쇄 루프 속도 제어 모드: 1. 스윙 롤 PID 동기 제어 2. 서보 모터는 폐쇄 루프의 장력을 조정합니다. 장력 표시 표에는 장력 값 3이 표시됩니다. 조정 가능한 장력 범위는 0~300n이고 장력 변동폭은 ± 1.5%입니다. |
|
|
3. |
편차 수정 |
자동 EPC 제어, 스트로크 120mm |
|
|
4. |
최대 권선 직경 |
Ã800 |
|
|
5. |
와인더 팽창식 샤프트 |
제2조(국가표준) |
|
|
6. |
권선모터 |
권선동력은 지멘스 서보모터 + 정밀감속기로 구동됩니다 |
|
|
7. |
최대 용량 |
600Kg |
|
|
8. |
롤 변경 모드 |
종료 없이 자동 와인딩 및 변경 기능 |
|
6ã 제어 시스템ï¼
|
아니요 |
P프로젝트 |
기술적 매개변수 |
참고사항 |
|
1 |
마스터 제어 시스템 |
터치스크린, PLC, 모듈, 서보시스템 |
|
|
2 |
작동 모드 |
수동, 자동 및 비상 정지; 전체 기계는 전후에 작동될 수 있습니다 |
|
|
코팅 라인 속도, 코팅 설정, 헤드 및 테일 희석 설정, 팬 주파수 및 온도 설정을 터치 스크린을 통해 설정, 표시 및 기록할 수 있습니다 |
|
||
|
3 |
코팅범위 및 단속길이 설정 |
코팅 길이 20.0 ~ 3200.0mm |
|
|
4 |
경보상태 |
단속길이 : 5.0 ~ 3200.0mm |
|
|
5 |
카운팅 기능 |
장비에 장애가 발생하면 터치스크린에 해당 수정 화면이 표시됩니다. |
|
|
6 |
머리와 꼬리의 굵기 조절방법 |
생산량/길이 |
|
IIIã 장비 정확도
1ã하드웨어 정확도
|
번호 |
P프로젝트 |
기술적 매개변수 |
참고사항 |
|
1 |
코팅롤(스틸롤) |
원형 런아웃 ⤠1.0um, Ra0.4 직진도 â¤1.5um |
|
|
2 |
편차 보정 |
±1mm |
|
|
3 |
알루미늄롤러 |
원형 런아웃 ⤠20um, 직진도 ⤠20um |
|
|
4 |
공구 조정 제어 반복 정확도 |
±0.1um |
|
|
5 |
온도조절 정확도 |
±0.5… |
|
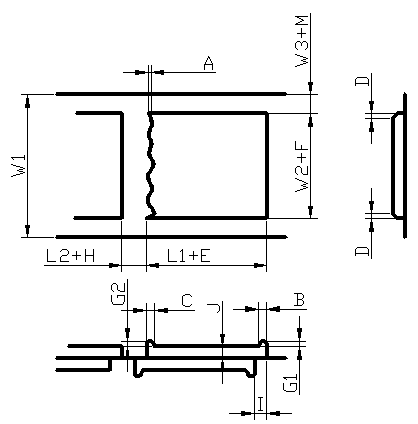
2ã코팅 정확도
|
아이템 |
사사인 |
매개변수(30m/min) |
|
|
A(후행) |
~1mm (슬러리 점도 및 바인더 특성과 관련) |
|
B(머리부분 비정상) |
5mm |
|
|
C(꼬리 이상 부위) |
6mm |
|
|
D(에지 효과 영역) |
~3mmï¼ 두께 -10um |
|
|
E(길이 오류) |
±0.5mm |
|
|
F(너비 오류) |
±0.5mm |
|
|
M(폭오차) |
±0.5mm |
|
|
G1(헤드 두께) |
-5~+5um |
|
|
G2(테일 두께) |
-5~+5um |
|
|
H(빈 오류) |
±0.5mm |
|
|
I(양수 및 음수 정렬 오류) |
±0.5mm |
|
|
J 단일 표면 밀도(B, C 및 D 영역 제거) |
1.2% 이내 |
|
|
길이 범위 |
L1(필름 길이) |
20.0ï½3200.0mm |
|
L2(간헐적인 길이) |
5.0ï½3200.0mm |
|
|
L1/l2(코팅+단속길이) |
L1 +L2 Ø120mm |
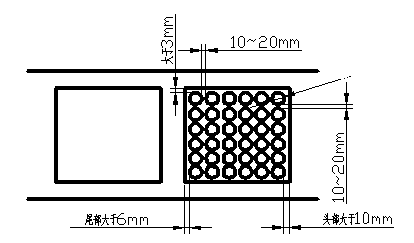
3ãM측정 방법
아. 측정 영역: 가장자리 3mm, 끝 부분 5mm, 시작 부분 5mm.
베. 측정 치수 Φ 40mm 또는 수요자의 공정 요구 사항에 따라
IVã 설치 및 사용환경
1) 머신헤드 주위온도는 20~30℃, 나머지는 10~40℃입니다.
2) 기계 헤드의 상대 습도: 양수 RH ≥ 35%, 음수 RH ≥ 98%, 나머지 ≥ 98%;
Vã S지원시설
1) 전원 공급 장치: 3Ph 380V, 50Hz, 전압 변동 범위: +8% - 8%; 전원 공급 장치의 총 시작 전력은 280KW입니다.
2) 압축 공기: 건조, 여과 및 안정화 후 출구 압력이 5.0kg/cm2보다 큽니다.
VI ã 기기 방향(선택 사항)
1) 
별표 : 기자재 사전인수 및 정식인수검사항목 상세목록(검사결과는 합격보고서와 함께 첨부)
|
아니오 |
검사항목 |
검사기준 |
검사방법 |
|
1. |
장치 구성 매개변수 |
장비 전체 치수: L (56000mm) *W(4000mm) *H(4000mm) |
줄자 |
|
오븐 길이: (4m/섹션) Ã 4) + (4m/섹션 Ã 6섹션) =40m |
자 |
||
|
감기 및 풀기의 최대 권선 직경: Ï 600mm |
자 |
||
|
롤 폭: 750mm |
|
||
|
2. |
장비 기능 구성의 무결성 |
풀림부(수동롤교환기능, 장력, 편차보정, 팽창샤프트) |
기술협약 및 장비 구성표를 육안으로 확인하세요 |
|
코팅부(베이스,코팅롤러,피딩시스템,국산다이) |
|||
|
오븐(순환기,난방시스템,외부보조공기덕트) |
|||
|
견인부(이동편차보정, 견인장력, 견인롤러어셈블리) |
|||
|
권취부(수동롤교환기능, 장력, 편차보정, 팽창샤프트) |
|||
|
제어 시스템(전기 캐비닛, 내부 배선, 외부 트렁킹 배선) |
|||
|
부품 배송(기술협약 내용에 따름) |
|||
|
3. |
표준부품 브랜드 확인 |
기술협약에 명시된 구매 부품 브랜드에 따라 100% |
|
|
4. |
S안전기준 |
기계적, 전기적 연동, 자동 잠금 기능, 유도 보호 기능 |
육안검사 및 수술 |
|
장비 가동 전 각 구역에 알람 벨이 울립니다. |
O작업 |
||
|
움직임, 압축, 절단, 열원 등 위험한 부분에는 안전경고표지를 설치하여야 한다. |
시각적 |
||
|
비상정지 스위치 버튼, 내부 정비구역 안전로프(최소 3개소) |
시각적 |
||
|
변속기 및 이동 부품용 보호 커버 |
시각적 |
||
|
오븐 과열 경보 및 전원 차단 보호 기능 |
작동 |
||
|
5. |
기계적 정확도 테스트 |
코팅 롤 원형 런아웃 ⤠1.0 μmï¼ 직진도 ⤠1.5μmï¼ 표면 거칠기 Ra0.4, |
다이얼 인디케이터, 특수검사공구 |
|
오버롤 원형 런아웃 ø20μmï¼ 표면 거칠기 Ra0.2 |
다이얼 표시 |
||
|
롤러 통과 평행도 ≥ 0.1mm(오븐의 롤러 통과 제외) |
다이얼 인디케이터, 특수검사공구 |
||
|
6. |
빈 벨트 작동 (모재를 40m/min의 속도로 약 500m 연속 작동) |
1m/분...10m/분...30m/분 단면 샘플링 |
타코미터 |
|
전체적으로 주름이 발생하지 않으며, 기재 표면에 스크래치가 발생하지 않습니다. |
시각적 |
||
|
모든 움직이는 부품은 비정상적인 소음 없이 원활하게 작동합니다. 전송 벨트는 이탈 및 마모가 없습니다. |
시각적 |
||
|
오븐 각 부분의 온도 설정 : 상온 ~ 150~ |
조작 및 육안검사 |
||
|
감기, 풀기, 견인편차 보정이 연속적인 흔들림 없이 원활하게 진행됩니다. |
작동 및 육안검사 |
||
|
편차 보정 및 오븐을 제외하고 각 롤러의 모재 편차는 … 1mm입니다. 코팅 롤 기판의 편차 ⤠0.5mm |
캘리퍼 |
||
|
텐션 설정값 5 ~ 300N |
작동 및 육안검사 |
||
|
시작 및 정지 시 장력 변동은 ± 5N입니다. 정상 작동 중 장력 변동 ± 1n; |
작동 및 육안검사 |
||
|
7. |
코팅검사 30m/분 코팅 작업 1200m) |
코팅 속도는 30m/min으로 연속 및 단속 코팅이 가능한 코팅 방식입니다. |
파라미터 설정 |
|
공급 시스템과 파이프라인은 재료 누출 없이 잘 밀봉되어 있습니다. |
시각적 |
||
|
코팅된 표면의 외관이 양호하고 입자, 스크래치, 노출된 호일 및 불량한 돌출 가장자리가 없습니다. |
시각적 |
||
|
편측 밀도 정확도 : 중량오차 ø1.2% (가장자리 8mm 범위 제외) |
마이크로미터 전자저울 |
||
|
양면 밀도 정확도 : 중량 오차 ⤱ 1.5% (가장자리 8mm 범위 제외) |
마이크로미터 전자저울 |
||
|
테일링 ≥ 1mm (슬러리 점도 및 바인더 특성과 관련) |
자 |
||
|
머리 비정상 부위 ⤠8mm |
자, 마이크로미터 |
||
|
꼬리 비정상 부위 ⤠6mm |
자, 마이크로미터 |
||
|
가장자리 효과 영역 ≥ 3mm, -10 ~ +5um (슬러리 점도 변화 ± 300cps 미만) |
자, 마이크로미터 |
||
|
길이 오류/h 공백 오류: â¤Â± 0.5mm |
자 |
||
|
폭 오류: â¤Â± 0.5mm |
자 |
||
|
머리와 꼬리의 두께 : -5 ~ +5um |
마이크로미터 |
||
|
양수 및 음수 수평 정렬 오류: â¤Â± 0.5mm |
바늘, 자 |
||
|
앞면과 뒷면의 세로 정렬 오차: â¤Â± 0.5mm |
바늘,자 |
||
|
싱글 섹션 오븐의 온도 제어 정확도: â¤Â± 1 â |
시각적 |
||
|
기판 위 10mm 수평 영역에서 단일 섹션 오븐의 각 지점 온도 편차: â¤Â± 3 â |
온도검출기 |
||
|
건도시험, 잔류용제 : ∼ 1% (항온항습 공간 샘플링 측정) |
마이크로미터 전자저울 |
||
|
장비 가동률 : ≥ 97%(정식인수사업) |
작동 및 테스트 |
||
|
상품적격률 : ≥ 98% (정식승인 프로젝트) |
작동 및 테스트 |
![]()










1 표준 수출 패키지: 내부 충돌 방지 보호, 외부 수출 나무 상자 포장.
2 가장 적합한 방법을 찾기 위해 고객의 요구 사항에 따라 급행, 항공, 해상 운송.
3 배송 과정 중 손상에 대한 책임은 무료로 손상된 부분을 변경해 드립니다.


영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588
영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588
용 제품 또는 가격표에 대한 문의 사항은 저희에게 남겨 주시면 24 시간 이내에 연락 드리겠습니다.
© 저작권: 2026 Xiamen Tmax Battery Equipments Limited 모든 권리 보유.

IPv6 네트워크 지원