가입하다 TMAX, 대리인이 되다!
가입하다 TMAX, 대리인이 되다!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
품목 번호:
TMAX-YK-800*750-L지불:
L/C, T/T, Western Union, Credit Cards, Paypal제품 원산지:
China선적항:
Xiamen Port리드타임:
5 Days자격증 :
CE, IOS, ROHS, SGS, UL Certificate보증 :
Two years limited warranty with lifetime technical support
1ã장비 사양 목록
|
아니요. |
장비명 |
장비 모델 |
R마크 |
|
1 |
고정밀 리튬전지 압연기 |
TMAX-YK-800*750-L |
유효 롤링 폭은 200~680mm입니다. |
1.1 E장비 구성 및 기능
장비의 주요 구성
|
번호 |
이름이름 |
원산지 |
|
1. |
Air 스위치 |
슈나이더(프랑스) |
|
2. |
PLC |
지멘스(독일) |
|
3. |
T터치스크린 |
스메트(대만) |
|
4 |
M모듈러 |
지멘스(독일) |
|
5. |
중간릴레이 |
슈나이더(프랑스) |
|
6. |
구동 서보 모터 |
지멘스(독일) |
|
7 |
리듀서 |
국제무역(중국) |
|
8. |
기념관문 |
소강(중국) |
|
9. |
베어링 |
와팡뎬(중국) |
|
10. |
C커플링 |
정통(중국) |
|
11 |
유압 램 실린더 |
지마르크(독일) |
|
12. |
전자동 장력 |
PID 폐루프 제어(자체제작) |
|
13. |
깊은 홈 볼 베어링(머신 헤드) |
NSK(일본) |
|
14. |
주파수변환기 |
렉스로스(중국) |
|
15. |
편차 수정 |
둥덩(광저우) |
2ã장비원리개론
전극의 견인력 는 가압롤러의 가압과 닙의 이중 작용에 의해 일정 두께 또는 일정 다짐 밀도로 성형되어 압연 폴 피스로 제조된 리튬전지가 설계/설정된 부피 에너지 밀도와 전지를 달성할 수 있게 된다. 성능.
|
아니오 |
P프로젝트 |
D설명 |
참고 |
|
1 |
적합한 시스템 |
인산철리튬, 산화코발트리튬, 망간산리튬, 니켈코발트망간리튬 및 기타 배터리 시스템의 양극 및 음극판에 대한 연속 압연 공정. |
|
|
2 |
롤링된 기판 |
알루미늄박(10um-1.5mm), 동박(6um-1.5mm), |
|
|
3 |
롤링 모드 |
너비: 200mm-750mm. |
모터 구동 위치 |
|
4 |
작동 압력 |
두 개의 롤러가 수평으로 위아래로 굴러가며 구동부는 이송단 우측에 위치합니다. |
|
|
5 |
장비 속도 |
정압 펌프 스테이션을 제공하여 정압 압연 및 부저압 조정에 적합합니다. |
|
|
6 |
제어 모드 |
무단 조정이며 상부 롤러와 하부 롤러의 선형 속도가 동일합니다. |
|
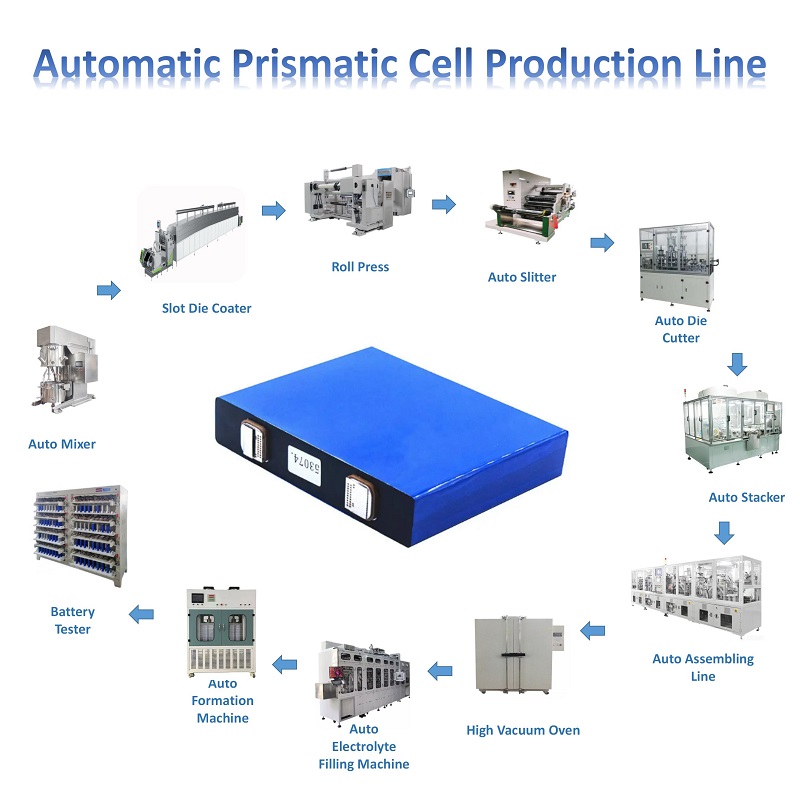
3ã장비 동작 순서e

카운터롤(폴롤링)의 기술과정
4. 장비구성 및 기능
장비 구성요소 구성
4.1 풀기 시스템(그림 1 참조)
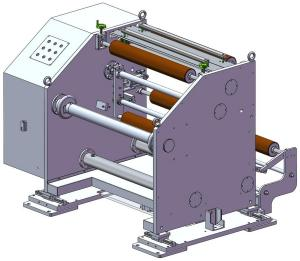
그림 1
|
안안. |
P프로젝트 |
D설명 |
참고 |
|
1 |
토출부 |
Ï 76mmx750mm 팽창식 샤프트 풀기, 에어건 장착 |
|
|
2 |
수신 플랫폼 |
강철판 전면 수용대 및 압착판의 공압 리프팅 |
|
|
3 |
장력 조절 |
스윙롤식 저마찰 실린더가 장력을 제어하고, 센서가 장력을 감지하여 표시합니다. |
|
|
4 |
편차 보정 시스템 |
광전 편차 보정 및 선형 가이드 레일(최대 이동 범위는 100mm) |
|
|
5 |
수정 실행 |
동덩 편차보정 액츄에이터 |
|
|
6 |
보조 제어 시스템 |
송수신단에는 장비 보조제어 시스템과 비상정지(다이내믹 브레이크), 일시정지 및 기타 버튼이 장착되어 있다. |
|
|
7 |
압연 전 철분 제거 |
전자기극편철제거장치, 자봉의 자력 10000~12000가우스 |
|
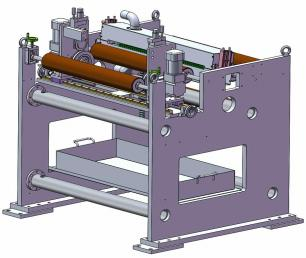
그림 2
|
번호 |
아이템 |
D설명 |
R표시 |
|
1 |
나이프 공급 요건 |
공압식 슬리팅 블레이드(HRC ≥ 58). |
|
|
2 |
절단 요구사항 |
¢ 150*50 하단 칼. |
|
|
3 |
트리밍 속도 |
압연기 작동 라인 속도(예: 동기화, 응답 시간 ≥ 10ms)를 자동으로 일치시킬 수 있습니다. |
|
|
4 |
스크랩 재활용 |
별도 조정 가능; 절단면에 소재낙하 및 벨트파손이 없습니다. |
|
|
5 |
트리밍 너비 |
수납함을 갖춘 자동수거 |
|
4.3 폴 압착 전 먼지 제거 시스템(그림 3 참조)
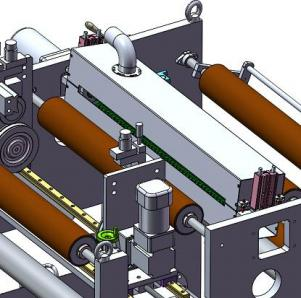
그림 3
|
번호 |
아이템 |
설명 |
비고 |
|
1 |
진공흡입 |
산업용 진공청소기의 인터페이스를 예약합니다. |
|
|
2 |
브러시 청소 |
공압식 리프팅 상부 박스가 롤링 브러시 모드와 접촉합니다. 소재벨트에 묻은 먼지는 브러쉬로 청소하고, 진공청소기로 먼지를 빨아들입니다. |
|
|
3 |
압연 전 철 제거 |
극압연 전 전자철 제거장치로 자기력은 10000~12000가우스이다. 자성봉을 스테인레스관에 넣어 장탈이 용이하며 흡착된 철의 제거가 용이하다. |
|
4.4.1정압 고정밀 전지 극편 압연기(그림 4 참조)
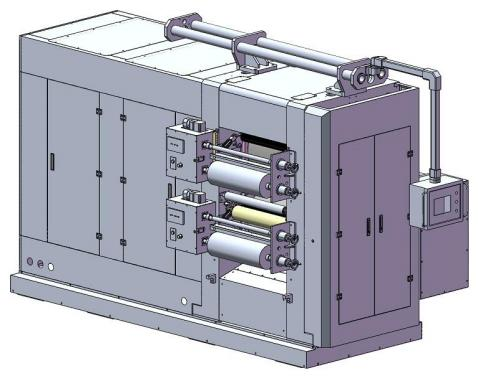
그림 4
|
번호 |
프로젝트 |
설명 |
참고 |
|
1 |
롤 설치 |
두 개의 롤러는 일체형 아치형 통로와 함께 위아래로 수평으로 배열됩니다. |
|
|
2 |
동적 시스템 |
이중 모터 토크 이중 출력 구조. |
|
|
3 |
롤샤프트 |
베어링 유격 설정 장치, 오일 윤활 장치 포함. |
|
|
4 |
폴피스 롤러 |
고합금 단조강, 이중 중주파 유도 담금질, 일렉트로슬래그 재용해 공정. |
9Cr3mo |
|
5 |
실행 속도 |
0~30m/min, 디지털 설정, 무단 변속, 가변 주파수 속도 제어 CNC 시스템. |
|
|
6 |
작동 압력 |
가압을 위해 두 개의 유압 스테이션이 사용됩니다. |
온라인 전압 조정 |
|
7 |
롤 간격 조정 |
0~2mm 디지털 설정, 자동 간격 조정. |
최소 조정 단위는 0.001mm입니다. |
|
8 |
롤 청소 |
자동 롤러 닦기 |
|
|
9 |
안전보호 |
스테인레스 스틸 피딩 핸드 가드를 채용하였습니다. 비상 정지 및 정지 기능을 갖추고 있습니다. |
|
4.4.2 자동 롤러 닦기 장치(그림 5와 같이 음극만 해당)
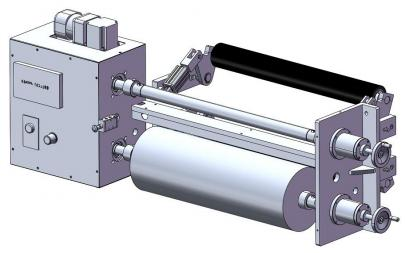
그림 5
기능 설명: 부직포를 이동하여 롤에 닦고, 위쪽 및 아래쪽 롤을 동시에 닦습니다. 롤러 닦는 속도를 조정할 수 있습니다. 롤에 가해지는 부직포의 압력은 조절 가능합니다.
4.5 일정한 장력 폐쇄 루프 권선 시스템(그림 6 참조)
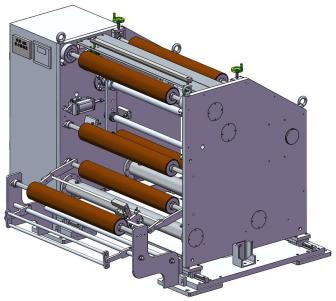
그림 6
|
번호 |
P프로젝트 |
D설명 |
비고 |
|
1 |
수신부 |
Ï 76mmx750mm 팽창식 샤프트 풀기, 잠금 밸브 설계, 에어건 장착 |
|
|
2 |
수신 플랫폼 |
강판 전면 수용 플랫폼 및 프레싱 플레이트의 공압 리프팅 |
|
|
3 |
장력 조절 |
스윙롤식 저마찰 실린더가 장력을 제어하고, 센서가 장력을 감지하여 표시합니다. |
|
|
4 |
편차 보정 시스템 |
광전 편차 보정 및 선형 가이드 레일(최대 이동 범위는 100mm) |
|
|
5 |
편차 보정 모터 |
동덩편차보정액추에이터 |
|
|
6 |
권취력 |
권선모터(2.2kW) |
|
|
7 |
압연 후 철분 제거 |
전자기극편철제거장치, 자봉의 자력 10000~12000가우스 |
|
4.6 PLC 터치스크린 제어 시스템
|
번호 |
P프로젝트 |
D설명 |
비고 |
|
1 |
시스템 구성 |
권취 장력 제어, 권취 광전 편차 보정 및 편차 보정 모터 제어, 커터 모터 제어, 압연기 주 구동 제어, 정압 유압 스테이션 제어, 권취 모터 제어, 권취 장력 제어, 권취 광전 편차 보정 및 편차 보정 모터 제어 |
|
|
2 |
작업 레이아웃 |
제동, 비상 정지, 정지 제어 |
|
|
3 |
주요 기능 |
후퇴 및 해제 부조작 조작 및 메인조작 콘솔을 갖추고 있으며, 모든 조작부분에는 비상장치를 갖추고 있다 |
|
|
4 |
보조 기능 |
년
정지 및 일시정지 버튼(동적 제동). |
년 |
|
5 년 |
년
보호 |
년 작동 속도, 압력, 롤 사이의 간격 및 기타 지침을 디지털 방식으로 설정할 수 있습니다. 년 |
년 |
년
|
6년 |
카운팅 기능 년 |
CNC 풀 가동. |
|
4.7 E장비 설치 요구사항
4.7.1 전원 공급 장치: 3Ph 380V, 50Hz, 전압 변동 범위: +8%~~8%; 전원 공급 장치의 총 전력은 60KW + 10% 안전 계수입니다.
4.7.2 압축 공기: 건조, 여과 및 안정화 후: 출구 압력이 0.6~0.8mpa보다 큽니다. 기관은 Φ 8ã
4.7.3 주위온도 : ⤠28 â.
4.7.4 상대습도 : RH ∼ 85%
4.7.5 현장 공기가 건조하고 산-염기 부식이 발생하지 않도록 보장한다.
4.7.6 주 엔진 설치 기초: 주 베어링 영역의 기초 시멘트 두께는 40cm 이상, 기타 영역의 기초 시멘트 두께는 10cm 이상입니다. 장비의 주요 부분(배터리 폴 압연기)은 10T/m2 이상의 지반 지지력을 가진 콘크리트 기초 위에 설치해야 합니다.
5. 기술적인 매개변수
5.1 주요 공정 변수
|
번호 |
프로젝트 |
설명 |
참고 |
|
1 |
압연면의 유효치수 |
Ф800mmx750mm, 유효 롤링 폭 200~680mm |
|
|
2 |
두 롤러 사이의 라인 압력 |
최대4000KN |
|
|
3 |
비부패경도층 |
최소 19mm |
|
|
4 |
롤경도 |
HRC…67ï¼ 경도 균일성...HS±2 |
테스트 보고서 보기 |
|
5 |
롤 표면 거칠기 |
Ra...0.2 |
테스트 보고서 보기 |
|
6 |
롤 직진도 |
...±0.0015mm |
|
|
7 |
설치된 방사형 런아웃 |
â¤Â±0.0025mm |
|
|
8 |
롤 간격 조정 범위 |
0-2.0mmï¼디지털 설정 조정 정확도 0.001mm. 두 롤러 사이의 왼쪽과 오른쪽 간격이 일정합니다 |
|
|
9 |
롤링 정확도 |
...±0.0015mm (코팅 정밀도...±0.003mm) |
|
|
10 |
압력 제어 정확도 |
…0.15T |
|
|
11 |
장비 운전 속도 |
최대30m/분 |
|
|
12 |
트리밍 너비 |
200mm-680mm |
|
|
13 |
권출 및 권출의 최대 직경 |
- 500mm |
|
|
14 |
릴 인/아웃 최대 폭 |
680mm |
|
|
15 |
릴 인/아웃 최대 중량 |
500Kg |
|
|
16 |
코일 실린더 직경 |
Ø76mm |
|
|
17 |
장비 작동 중 권선 샤프트의 방사형 런아웃 오류 |
…±0.03 |
|
|
18
|
권출축의 롤면 |
…0.15 |
|
|
19 |
거칠기 Ra |
…±0.03 |
|
|
20 |
권취축의 동축성 |
최대 0.2mm |
|
|
21 |
편차 보정 정확도 |
0~50N 조정 가능 |
|
|
22 |
감기 및 풀기의 최대 장력 |
스테인레스강, 표면처리 및 코팅부품을 제외하고 동체의 기타 부품 표면은 국제 컴퓨터 백색 도료로 코팅되어 있습니다. |
|
|
23 |
장치 색상 |
(고객이 제공한 컬러카드에 따라 분사 가능) |
|
|
24 |
개요 치수 |
약 3.9m à 1.8m à 1.8m à 2.9m (길이 à 너비 à 높이) |
|
|
25 |
압연기 생산라인 개요 |
약 28톤 |
|
|
26 |
전체 기계 중량 |
약 30톤 |
|
|
27 |
주전원 |
약 44KW |
|
6. 첨부 데이터 및 액세서리
6.1 장비 도면, 기계, 주요 부품 및 액세서리의 회로도, 전기 다이어그램을 포함한 장비 작동 설명서, 유지 보수 설명서 및 관련 데이터 사본 1부.
6.2 취약 부품 목록(취약 부품 다이어그램을 포함한 취약 부품의 모델, 재료, 공급자 및 기타 정보 표시)
|
번호 |
P프로젝트 |
D설명 |
참고 |
|
1 |
예비 부품의 구성 |
특수 유지관리 도구 1세트 |
|
|
2 |
취약부분 |
유압 파이프라인 씰 1세트, 상부 및 하부 커터 1개, 스크레이퍼 2개 |
|
6.3 PLC 프로그램 백업.










1 표준 수출 패키지: 내부 충돌 방지 보호, 외부 수출 나무 상자 포장.
2 가장 적합한 방법을 찾기 위해 고객의 요구 사항에 따라 급행, 항공, 해상 운송.
3 배송 과정 중 손상에 대한 책임은 무료로 손상된 부분을 변경해 드립니다.

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588

영업 관리자:데이비드 이메일:David@tmaxcn.com 위챗:18659217588
용 제품 또는 가격표에 대한 문의 사항은 저희에게 남겨 주시면 24 시간 이내에 연락 드리겠습니다.
© 저작권: 2026 Xiamen Tmax Battery Equipments Limited 모든 권리 보유.

IPv6 네트워크 지원

















